
ŞAFT HİZALAMA (KAPLİN AYARI) NEDİR, NE DEĞİLDİR ?
Dönel makinalar ile güç ve moment iletimi, endüstrinin ve sanayinin her alanında önemini hala korumaktadır.
Dile yerleşik olandan farklı olarak, kaplin ayarı denildiğinde aslında yapılan işlem, iş makinası çiftinin şaftlarının dönme eksenlerinin hizalanmasıdır.
Komparatörler kullanıldığında dönme merkezleri, bir hesap cetveli yardımıyla tayin edilir. Hesaplar için gerekli bilgiler, komparatör iğnelerinin kaplinlerde dayandığı alın ve çevre yüzeylerinden alınır.
Lazerli cihazlar da konsept olarak komparatörlerin hesap cetveline yakın bir hesaplama metodu kullanırlar. Temel fark, hesaplama için yüzey bilgilerine ihtiyaç duymadan, üç boyutlu uzayda üçer koordinat işaretlerler. Bu üçer nokta uzayda birer çember ile temsil edilebilir; çemberlerin merkezlerinden normal doğrultuda çıkan eksenler ise şaftların dönme eksenleridir.
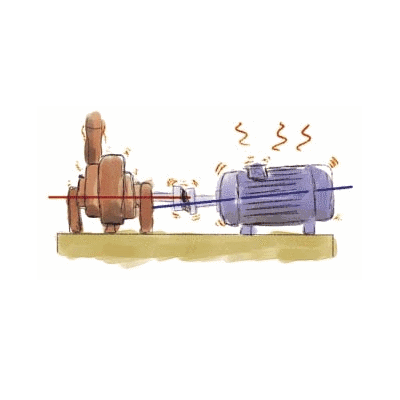
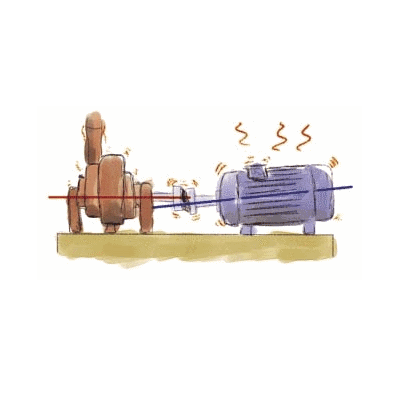
Şaftları hizalı olmayan dönel makinalarda karakteristik bir titreşim gözlenmektedir ki bu titreşim, makinanın kritik parçalarına, yüklerin bindiği rulman ve yataklara ve hatta üretilen ürünün kendisini olumsuz yönde etkilemektedir.
Titreşim kaynaklı arıza duruşlarının yaklaşık yarısının kaplin ayarsızlığı neticesinde meydana geldiği enstitü raporları referanslarıyla bilinmektedir.
Dolayısıyla, titreşim kaynaklı kayıplar ve duruşlar özelinde, henüz oluşmadan gerekli önlemleri alabilmek düşüncesiyle kaplin ayar çözümlerini bünyemizde barındırmaktayız.
Kasnak ayarı için de benzer bir düşünce sistemini benimsemekteyiz.
KOMPARATÖR KULLANIMI YETERSİZ BİR YÖNTEM MİDİR ?
Komparatör kullanarak yapılan şaft hizalama işlemi aşağıdaki her bir madde dikkate alınarak uygulandığında güvenilir ve uygulanabilir bir yöntemdir:
"Kalibre edilmiş komparatörler kullanmak"
Kullanılan komparatörlerin kalibre olduğundan emin olunmalıdır; aksi halde elde edilen sonuçlar yanlış yorumlamaya açık olacaktır.
"Hesap cetveline uygun ölçümler almak"
Çevre-alın veya ters-çevre metodları kullanılarak ölçümler alınmalı ve uygun hesap şablonlarında paralel ve açısal kaçıklık değerleri tespit edilmelidir, uygulanması gereken şim desteği ve yatay ayar işlemleri sayısal olarak belirlenmelidir.
"Sehimleri dikkate almak"
Komparatörleri taşıyan çubukların sehimleri, kritik uygulamalarda işlemi tolerans dışına sürükleyebilir; bu nedenle sehim faktörü de hesap cetveline dahil edilmelidir.
KOMPARATÖR İLE LAZERLİ CİHAZ ARASINDAKİ TEMEL FARK NEDİR ?
Komparatör ile kaplin ayar [şaft hizalama] cihazları arasındaki temel fark, ölçüm metodu olarak özetlenebilir.
Komparatörler, bir tam tur boyunca kaplinlerin alın ve/veya çevre yüzeylerinin değişiminin ölçülmesini esas alır, dolayısıyla buradaki esas unsur şekil bağıdır ve olası tüm hatalar -kabaca-yüzey bozukluklarından kaynaklanmaktadır.
Kaplin ayar [şaft hizalama] cihazları ise doğrudan şaftların yataklar arasındaki dönme merkezlerinin hesaplanması ve bu merkezlerin çakıştırılması esasına dayanır. Hesaplanan bu eksenler fiziksel olarak var olmadığından, komparatörden farklı olarak şekil bağlı hataları minimize eder.
Lazerli hizalama sistemlerinde dikkat edilmesi gereken en önemli uygulama detaylarından biri lazer ünitelerinin bağlandığı şaftların dönme eksenlerini temsil edebilmeleri için uygun şekilde yataklanmalıdır. Dönmeyen şaftlar için tasarlanan fikstürler, rüzgar türbinleri için tasarlanan özel fikstürlerin maksadı bu şartı sağlayabilmektir.
ESNEK KAPLİN KULLANMAK BİR ÇÖZÜM MÜDÜR ?
Esnek kaplin kullanmak, efektif bir çözüm değildir.
Esnek kaplinler, şaftların ayarsızlığından kaynaklanan ve faydalı iş yapmayan momentleri sönümlerler, dolayısıyla rulman, yatak, vb hasarların oluşmasını önemli ölçüde geciktirirler. Ancak, esnek kaplinlerin sönümlediği enerji, makinanın çektiği elektrik akımının bir kısmının* boşa harcanan kadarıdır. Isıl kamera ile yapılan gözlemlerden anlaşılıyor ki esnek kaplinler ısınmanın önüne geçememektedir. Dolayısıyla, esnek kaplin de kullanılıyor olsa, şaftların hizalanması gerekmektedir.
* Kaplin ayarsızlığının meydana getirdiği maliyet hesabı dökümanlarını tarafımızdan talep ediniz !
H-TİPİ KAPLİN (SPACER SHAFT) UYGULAMASININ ESASI NEDİR?
H-tipi kaplin kullanıldığında da yine esas amaç, tahrik ve iş makina şaftlarının dönme eksenlerini tolerans dahilinde çakıştırmaktır.
Kolaylıkla görselleştiriceği üzere, H-tipi kaplinlerde her iki flanşta da birbirinden bağımsız açısal kaçıklıklar meydana gelmekte, bunların bileşkesi olarak tahrik ve iş makinası çiftinin hizasızlığı yine düşey ve yatay düzlemdeki paralel ve açısal hizasızlıklar olarak değerlendirilebilmektedir.
Lazer ünitelerinin üç açısal pozisyonda iken aldığı ölçümler bu iki ekseni tayin etmek için yeterlidir. Fakat kaplindeki ara şaft uzunluğu ne kadar artarsa mevcut hizasızlıkların alışılagelmiş bir kaplin ve ekipman çifti ile temsili güçleşmektedir.
Bu nedenle bu tip uygulamalarda H-tipi kaplinin seçilebildiği bir cihaz kullanıldığında ölçüçm sonuçları ile cihaz ekranındaki interaktif görüntü çok daha uyumlu olarak cihaz kullanıcısına sunulacaktır.
KASNAK HİZALAMA NEDİR ?
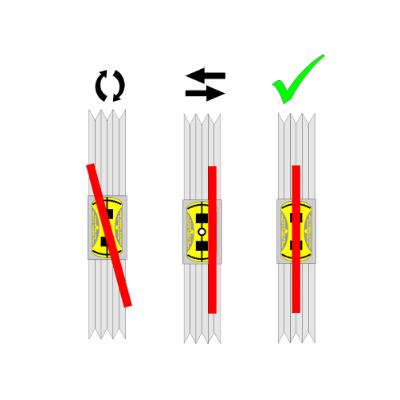
Kasnak hizalama, kayış kasnak mekanizmalarında kasnakların dönme eksenlerinin birbirine paralel hale getirilmesi ve kayış kanal yüzeylerinin çakışık hale getirilmesi işlemidir.
Kasnak hizalama cihazları, genellikle kayış kanallarına içeriden yataklanarak montajı yapılan, böylece kayış kanalından geçecek kayışı sağlıklı şekilde temsil edebilecek bir çift lazerin üretilmesi prensibiyle çalışmaktadırlar. Çizgi lazer kullanıldığında ve sağlıklı yataklama yapıldığında bir kullanıcı ekran ünitesine ihtiyaç duyulmaksızın kolaylıkla hizalama işlemi gerçekleştirilebilmektedir.
Uygulamanın teknik detayları ve ürün yelpazesi için lütfen KAPLİN AYAR CİHAZLARI ve KASNAK AYAR CİHAZLARI başlıklarını ziyaret ediniz.
EĞİTİCİ VİDEOLAR
Video HAMAR LASER'den alınmıştır.
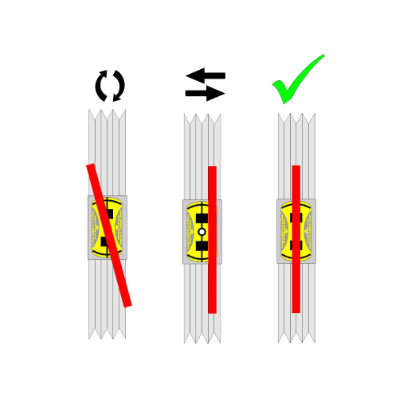
Kasnak hizalama, kayış kasnak mekanizmalarında kasnakların dönme eksenlerinin birbirine paralel hale getirilmesi ve kayış kanal yüzeylerinin çakışık hale getirilmesi işlemidir.
Kasnak hizalama cihazları, genellikle kayış kanallarına içeriden yataklanarak montajı yapılan, böylece kayış kanalından geçecek kayışı sağlıklı şekilde temsil edebilecek bir çift lazerin üretilmesi prensibiyle çalışmaktadırlar. Çizgi lazer kullanıldığında ve sağlıklı yataklama yapıldığında bir kullanıcı ekran ünitesine ihtiyaç duyulmaksızın kolaylıkla hizalama işlemi gerçekleştirilebilmektedir.